WALFORM-Maschinen
Leistungshydraulik
- Befestigungselemente
- Hydraulikleitungen
- Rohrschellen
- Schlauchenden und Muffen
- Hydraulikschläuche und Zubehör
- Messtechnik
- Kugelventile
- Hydraulische Schnellkupplungen
- Hydraulische Pumpen
- Hydraulische Motoren
- Hydraulische Ventilblöcke
- In-Line-Ventile
- CETOP-Ventile für Plattenmontage
- Patronenhydraulik
- Platten und Anschlussgehäuse
- Hydraulikspeicher
- Antriebstechnik
- Tanks und Zubehör
- Motoren und Elektrozubehör
- Filtertechnik
- Wärmetauscher
- HP CLEAN-Kanalreinigungssystem
- Reinigungssystem für Industrie-Flüssigkeiten
Hydraulische Aggregate
Industrielle Schläuche
Maschinen und Ausrüstungen
Pneumatik
Waschanlagen-Komponenten
- Pumpen
- Motoren
- Pumpen-Zubehör
- Spritzpistolen und Düsen
- Lanzen und Zubehör
- Schwenkbare Arme und Kupplungen
- Schläuche und Leitungen
- Schlauchverschraubungen
- Rohre, Befestigungen und Schellen
- Ventile, Regler und Druckmessgeräte
- Wasserbehandlung und Zubehör
- Staubsauger und Zubehör
- Zahlungssysteme
- Zusätzliches Zubehör
- Automobilchemie
Rohrumformmaschine im System Walterscheid WALFORM
Rohrumformmaschine im System Walterscheid WALFORM - die neueste Generation vom Systemführer für die Rohrendenbearbeitung.
Vorteile:
- geringes Gewicht des Geräts
- einfache Bedienung dank intuitivem Kontrollpanel
- Energieeinsparung durch optimierte Temperaturregelung
- integriertes Rauschunterdrückungssystem
- Bewährte Technologie (mehr als 1000 produzierte Geräte)
M-WF385Xplus Spezifikation:
- Gewicht: 251 kg
- Abmessungen B x H x T: 850 x 275 x 990 mm
- Standard-Spannung: 400 AC
- Frequenz: 50 Hz
- Stromaufnahme: 2,8 kW
- Schutz: 16 A
Attraktive Mietbedingungen für Hydropress-Partner!
Nur original Walterscheid-Kupplungen garantieren 100%ige Zuverlässigkeit und Sicherheit.



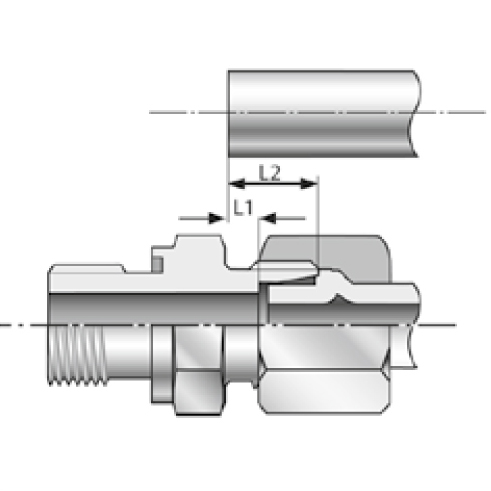 |
1. Określenie długości rura) całkowita długość rury jest określona jest poprzez zmierzenie odległości od końca rury do dna gniazda złącza. Wymiar L1 (dobierany z tabeli w lewym dolnym rogu) musi zostać dodany do finalnej długości odcinka przewodu rurowego. Uwaga: Inne wymiary należy stosować dla stali węglowej oraz stali nierdzewnej. Wymiary L1 oraz L2 (patrz tabela po lewej). |
 |
2. Uciąć rurę pod kątem prostymRurę uciąć min. 10 min od krawędzi cięcia fabrycznego pod kątem prostym do osi rury. Dopuszczalna jest tolerancja kąta o 0,5°. Nie używać obcinarki do rur ani szlifierki kątowej ponieważ powodują one powstawanie zadziorów. |
 |
3. Delikatnie ogradować krawędzie i oczyścić ruręOgradować (max. 0.2 x 45°) i oczyścić wewnętrzne i zewnętrzne krawędzie rury. Zarówno strefa zaciskowa jak i zagniatająca muszą być oczyszczone z wszelkich zadziorów i zanieczyszczeń! Strefa zaciskowa powinna być odtłuszczona. |
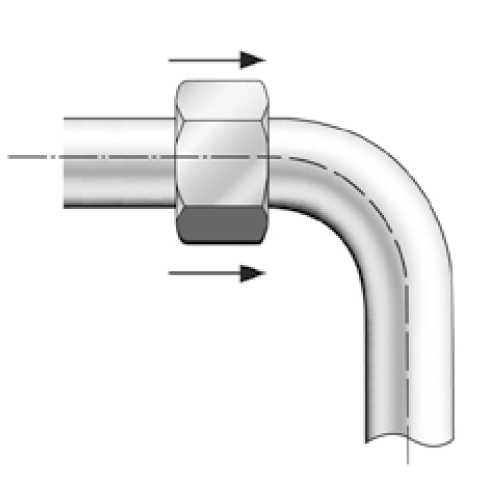 |
4. Nałożyć nakrętkę na ruręWażne: Dla złączek ze stali nierdzewnej (1.4571) proszę zapoznać się ze wskazówkami dot. aplikacji smaru ABF od firmy Eaton Walterscheid. |
5. Uformować rurę przy pomocy maszyny WALFORMPatrz instrukcje obsługi maszyn WALFORM. |
|
 |
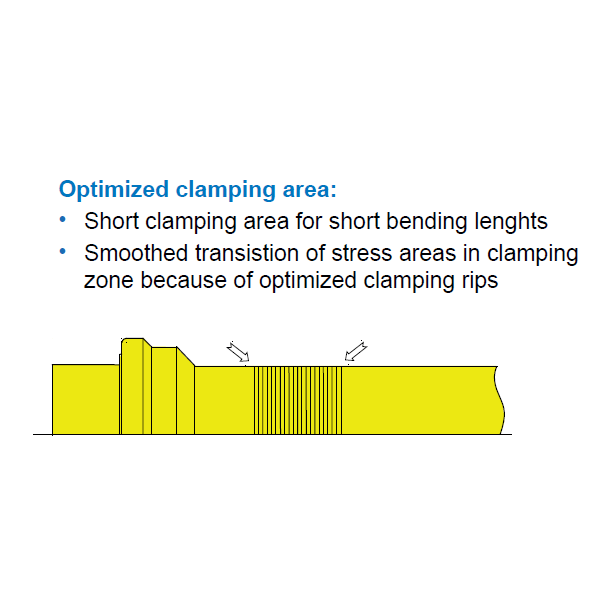
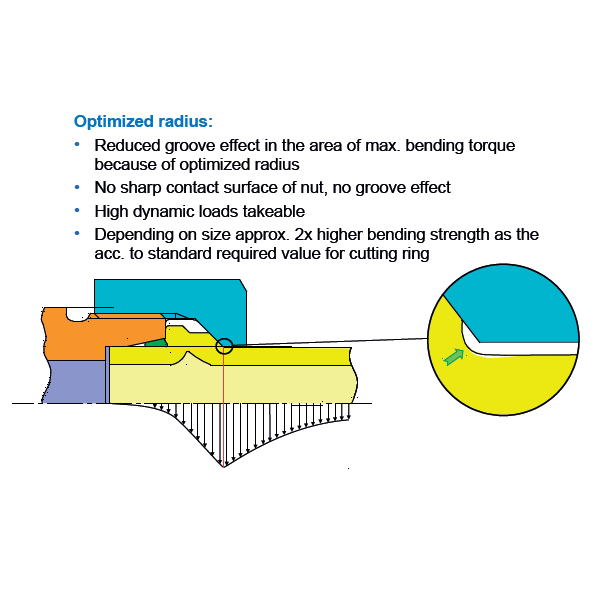
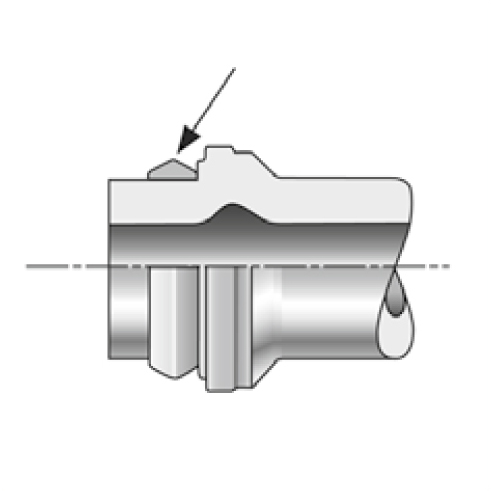
6. Sprawdzić rurę po formowaniuZmierzyć średnicę uformowanej rury D1 dla sprawdzenia dokładności wymiarów (patrz kolumna ø D1 w tabeli po prawej). Zewnętrzna powierzchnia uformowanej rury musi być czysta. Wyłącznie prawidłowe formowanie zapewnia długotrwałą niezawodność łączenia. |
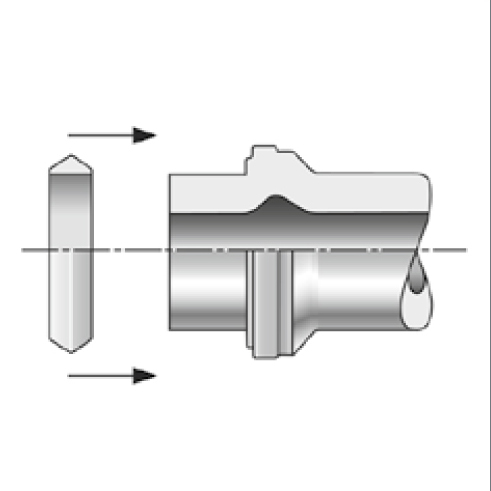 |
7. Zamocować pierścień uszczelniającyPierścień uszczelniający należy nasunąć na rurę aż do momentu oparcia pierścienia. Należy upewnić się, że podczas montażu pierścień nie ulegnie uszkodzeniu |
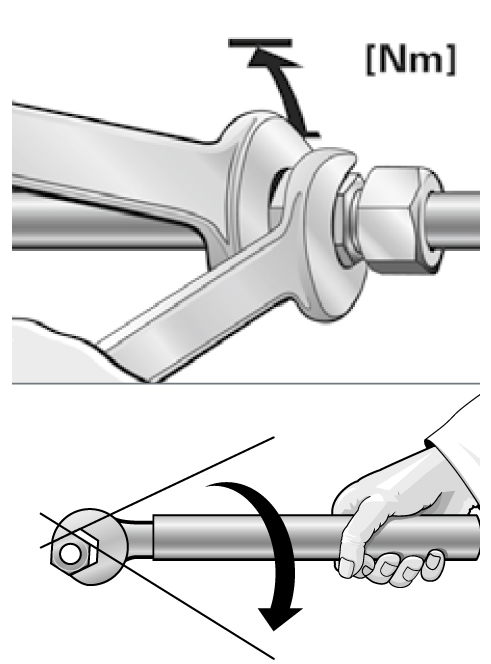 |
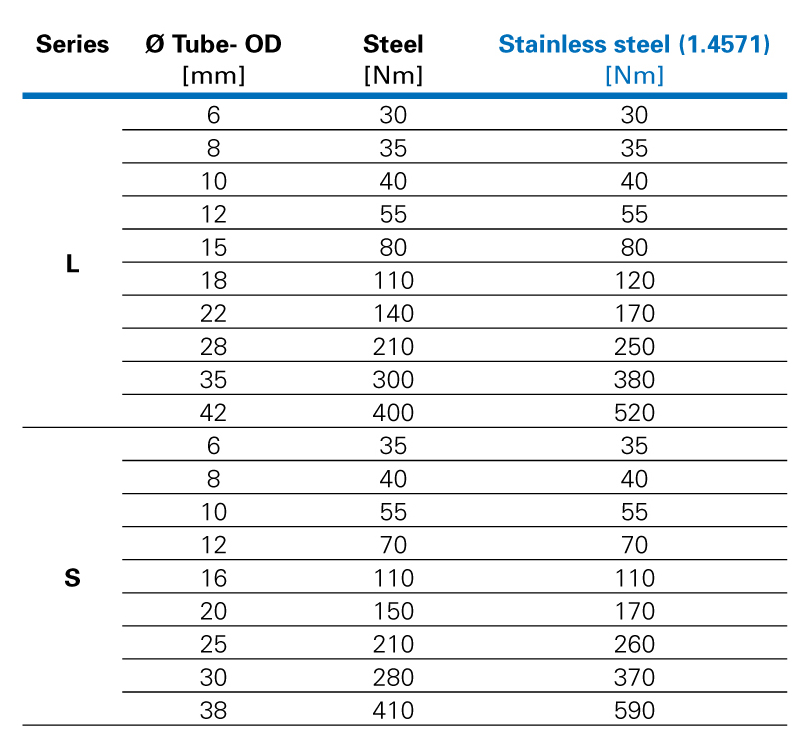
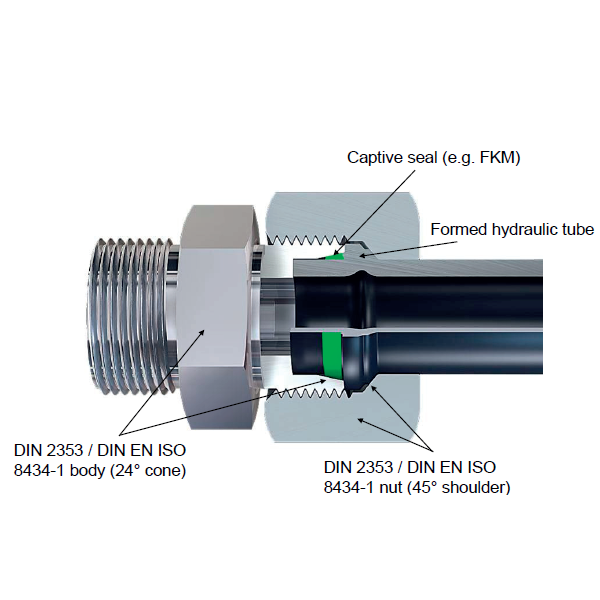
8. Montaż ostateczny w korpusieDokręcić nakrętkę aż do momentu wyraźnego wzrostu siły (koniec montażu) używając odpowiedniego klucza. Momenty dokręcenia porównywalne do wzrostu siły zostały wskazane w tabeli poniżej. Ważne: Dla złączek ze stali nierdzewnej (1.4571) proszę zapoznać się ze wskazówkami dot. aplikacji smaru ABF od firmy Eaton Walterscheid. Uwaga: Każde odstępstwo od ilości obrotów redukuje ciśnienie robocze i żywotność łączenia oraz spowoduje problemy ze szczelnością. Ważne: Należy mocno przytrzymać korpus przyłącza za pomocą płaskiego klucza. |
 |
9. Ponowny montażKażdorazowo po odkręceniu łączenia należy sprawdzić pierścień uszczelniający. Ważne: Dla złączek ze stali nierdzewnej (1.4571) proszę zapoznać się ze wskazówkami dot. aplikacji smaru ABF od firmy Eaton Walterscheid. |
Moment dokręcenia w montażu |
|
|
|
Ważne: Wskazane momenty dokręcenia są wartościami odniesienia dla określenia wzrostu siły i maksymalnego oporu (koniec montażu) |