WALFORM equipment
Power hydraulics
- Connectors
- Hydraulic tubes
- Clamps
- Hose fittings and ferrules
- Hydraulic hoses and accessories
- Measuring technology
- Ball valves
- Hydraulic quick couplings
- Hydraulic pumps
- Hydraulic motors
- Directional control valves
- In-line valves
- Sub-plate mounted valves CETOP
- Cartrige valves and accessories
- Sublates and manifolds
- Hydraulic accumulators
- Drive technology
- Reservoirs and accessories
- Electric motors and accessories
- Filtering technology
- Heat exchangers
- HP CLEAN cleaning system for hydraulic lines
- Oil and coolant cleaning systems
Hydraulic power packs
Industrial hoses
Machines and equipment
Carwash components
- Pumps
- Motors
- Pump accessories
- Guns and nozzles
- Lances and accessories
- Rotary booms and fittings
- Hoses and hose assemblies
- Hose fittings
- Tubes, fittings and clamps
- Valves, controllers and pressure gauges
- Water treatment and accessories
- Vacuum cleaners and accessories
- Payment systems
- Additional accessories
- Automotive chemicals
Urządzenie do kształtowania rur w systemie Danfoss Waltech Walform Machine
Urządzenie do kształtowania rur w systemie Danfoss Waltech - najnowszej generacji maszyna od lidera systemu kształtowania zakończeń rur
Zalety:
- niska waga urządzenia
- łatwość obsługi poprzez intuicyjny panel
- sterujący
- oszczędność energii poprzez optymalizację
- kontroli temperatury pracy
- zintegrowany system redukcji hałasu
- sprawdzona technologia (ponad 1000 wyprodukowanych urządzeń)
Specyfikacja M-WF385Xplus:
- waga: 280 kg
- wymiary szer. x wys. x gł.: 850 x 275 x 990 mm
- napięcie standardowe: 400 AC
- częstotliwość: 50 Hz
- zużycie prądu: 2,8 kW
- zabezpieczenie: 16 A
Atrakcyjne warunki wynajmu dla partnerów Hydropress!
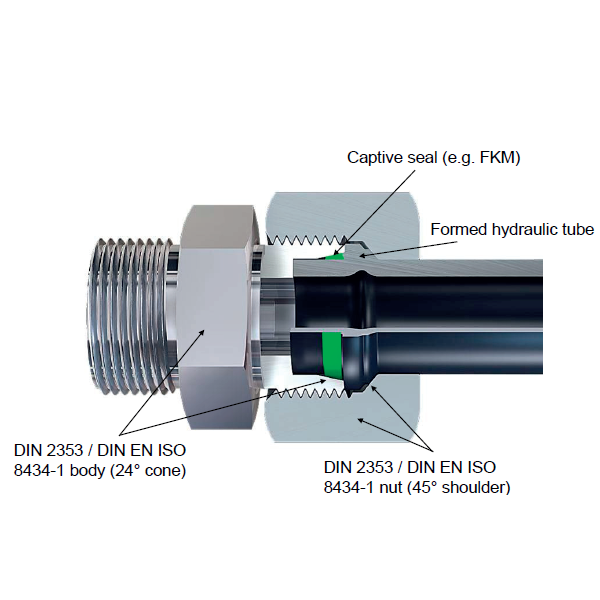
Tylko oryginalne złącza Waltech gwarantują 100% niezawodności i bezpieczeństwa.



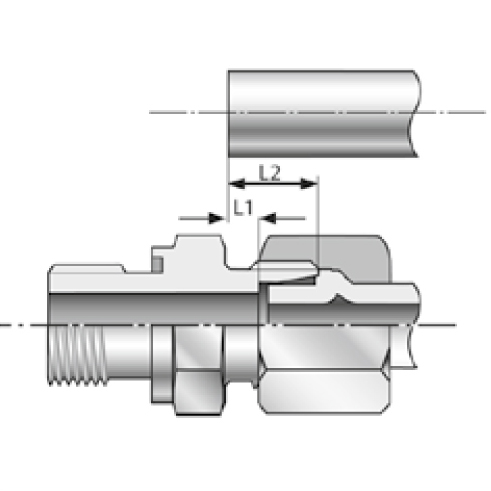 |
1. Określenie długości rura) całkowita długość rury jest określona jest poprzez zmierzenie odległości od końca rury do dna gniazda złącza. Wymiar L1 (dobierany z tabeli w lewym dolnym rogu) musi zostać dodany do finalnej długości odcinka przewodu rurowego. Uwaga: Inne wymiary należy stosować dla stali węglowej oraz stali nierdzewnej. Wymiary L1 oraz L2 (patrz tabela po lewej). |
 |
2. Uciąć rurę pod kątem prostymRurę uciąć min. 10 min od krawędzi cięcia fabrycznego pod kątem prostym do osi rury. Dopuszczalna jest tolerancja kąta o 0,5°. Nie używać obcinarki do rur ani szlifierki kątowej ponieważ powodują one powstawanie zadziorów. |
 |
3. Delikatnie ogradować krawędzie i oczyścić ruręOgradować (max. 0.2 x 45°) i oczyścić wewnętrzne i zewnętrzne krawędzie rury. Zarówno strefa zaciskowa jak i zagniatająca muszą być oczyszczone z wszelkich zadziorów i zanieczyszczeń! Strefa zaciskowa powinna być odtłuszczona. |
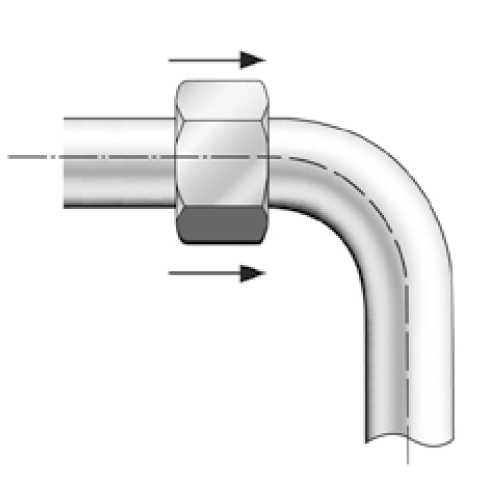 |
4. Nałożyć nakrętkę na ruręWażne: Dla złączek ze stali nierdzewnej (1.4571) proszę zapoznać się ze wskazówkami dot. aplikacji smaru ABF od firmy Eaton Walterscheid. |
5. Uformować rurę przy pomocy maszyny WALFORMPatrz instrukcje obsługi maszyn WALFORM. |
|
 |
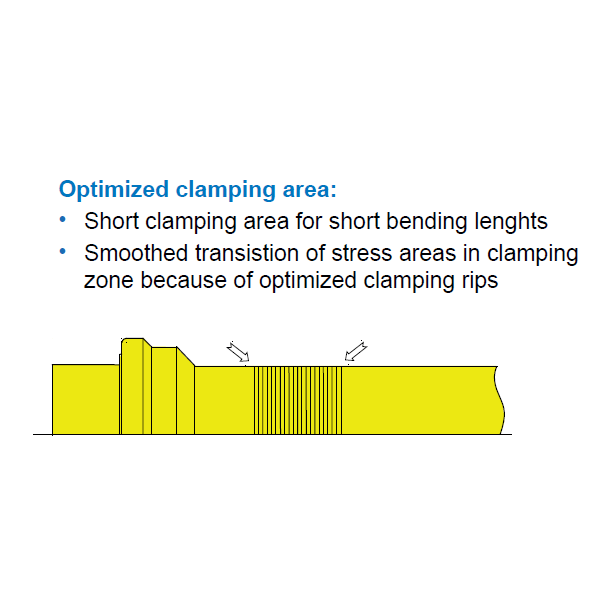
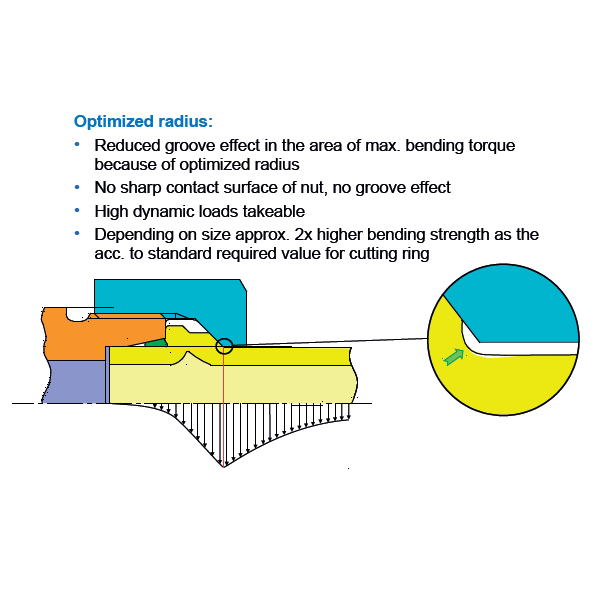
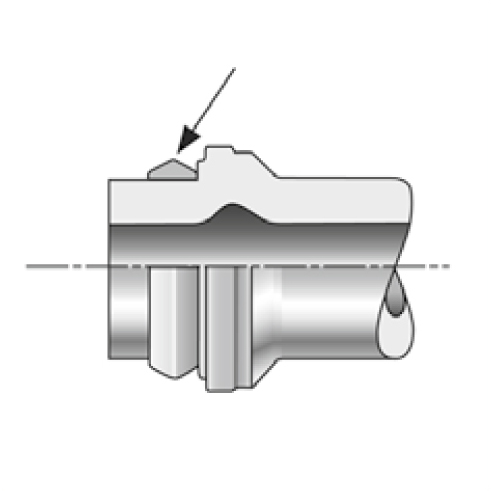
6. Sprawdzić rurę po formowaniuZmierzyć średnicę uformowanej rury D1 dla sprawdzenia dokładności wymiarów (patrz kolumna ø D1 w tabeli po prawej). Zewnętrzna powierzchnia uformowanej rury musi być czysta. Wyłącznie prawidłowe formowanie zapewnia długotrwałą niezawodność łączenia. |
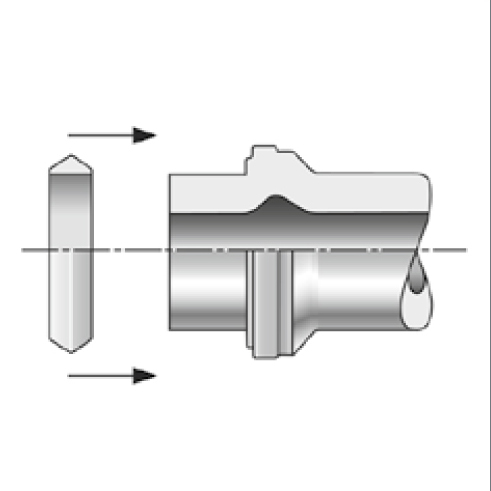 |
7. Zamocować pierścień uszczelniającyPierścień uszczelniający należy nasunąć na rurę aż do momentu oparcia pierścienia. Należy upewnić się, że podczas montażu pierścień nie ulegnie uszkodzeniu |
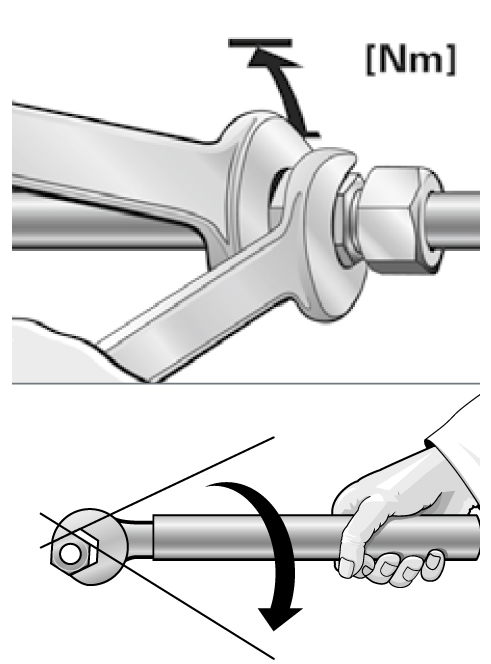 |
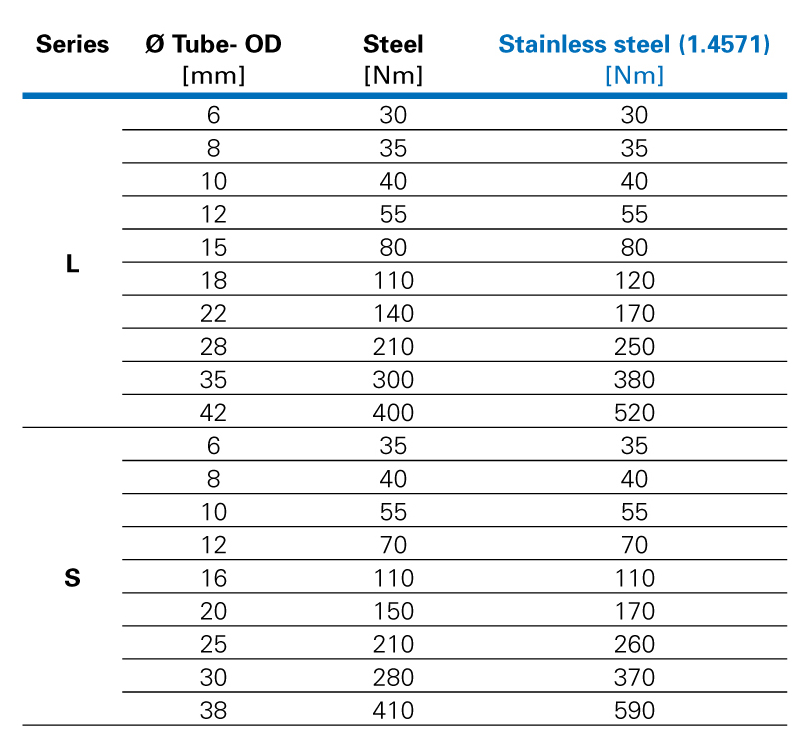
8. Montaż ostateczny w korpusieDokręcić nakrętkę aż do momentu wyraźnego wzrostu siły (koniec montażu) używając odpowiedniego klucza. Momenty dokręcenia porównywalne do wzrostu siły zostały wskazane w tabeli poniżej. Ważne: Dla złączek ze stali nierdzewnej (1.4571) proszę zapoznać się ze wskazówkami dot. aplikacji smaru ABF od firmy Eaton Walterscheid. Uwaga: Każde odstępstwo od ilości obrotów redukuje ciśnienie robocze i żywotność łączenia oraz spowoduje problemy ze szczelnością. Ważne: Należy mocno przytrzymać korpus przyłącza za pomocą płaskiego klucza. |
 |
9. Ponowny montażKażdorazowo po odkręceniu łączenia należy sprawdzić pierścień uszczelniający. Ważne: Dla złączek ze stali nierdzewnej (1.4571) proszę zapoznać się ze wskazówkami dot. aplikacji smaru ABF od firmy Eaton Walterscheid. |
Moment dokręcenia w montażu |
|
|
|
Ważne: Wskazane momenty dokręcenia są wartościami odniesienia dla określenia wzrostu siły i maksymalnego oporu (koniec montażu) |